PLC-Controlled Assembly Cell
Jan 2026 - April 2026
-
Led the design and implementation of the HMI and primary PLC control logic. Responsible for system architecture, sequence control, and operator interface design, including:
Full HMI layout, navigation structure, and functionality
Core PLC logic for sequence control and station coordination
Implementation of manual and automatic modes
Development of fault handling and reset behavior
Integration of maintenance tracking and diagnostics
-
Develop a PLC-based control system for an automated assembly cell, coordinating multiple stations including a destacker, conveyor, and stacker. The system was designed to support both manual and automatic operation, provide clear operator feedback through an HMI, and implement structured fault handling for reliable operation.
-
PLC programming implemented in ladder logic (Studio 5000)
Multi-station control (destacker, conveyor, stacker)
Dual operation modes (manual and automatic)
Multiple production modes (single feed and automatic feed)
HMI developed using FactoryTalk View Studio ME
Structured HMI with navigation, status, and control screens
Real-time machine visualization and feedback
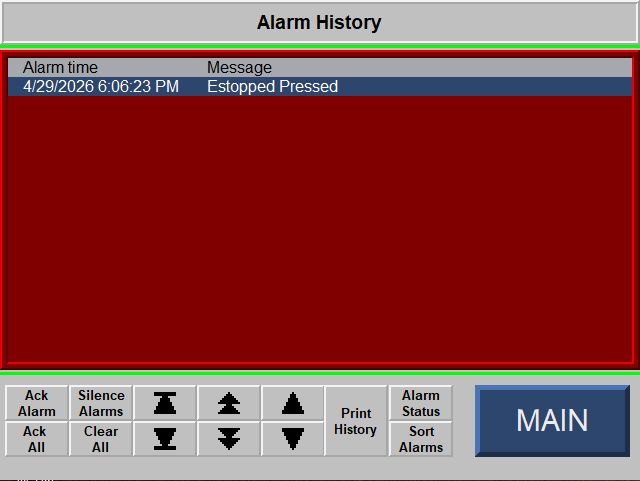
Fault detection, alarm history, and reset system
Maintenance tracking (cycle counts, runtime, % health)
Modular PLC structure with separated routines
-
Challenges:
Interpreting ambiguous and occasionally inconsistent project requirements, requiring translation of high-level documentation into well-defined machine behavior
Developing scalable naming conventions and UDT structures to maintain clarity and support future expansion of the control system
Managing increasing sequence complexity, particularly when using process sequence bits, which introduced challenges in maintaining deterministic and easy-to-follow logic
Structuring PLC logic for readability and maintainability across multiple interacting subsystems
Outcomes:
Delivered a fully functional control system that met all required behaviors during live demonstration, with consistent and repeatable operation
Successfully demonstrated manual and automatic modes, along with production sequencing, without unexpected behavior or rework during testing
Achieved stable and predictable system performance through structured logic and clear sequencing design
Developed an HMI that provided clear system visibility and intuitive operator interaction, recognized by instructors and peers for its usability and visual clarity
Produced a maintainable and scalable control architecture, supporting future expansion and modification
Overview
Developed a PLC-based control system for an automated assembly cell, coordinating multiple stations including a Destacker, Conveyor, and Stacker. The system was designed to support both manual and automatic operation, provide clear operator feedback through an HMI, and implement structured fault handling for reliable operation.
Explore This Project
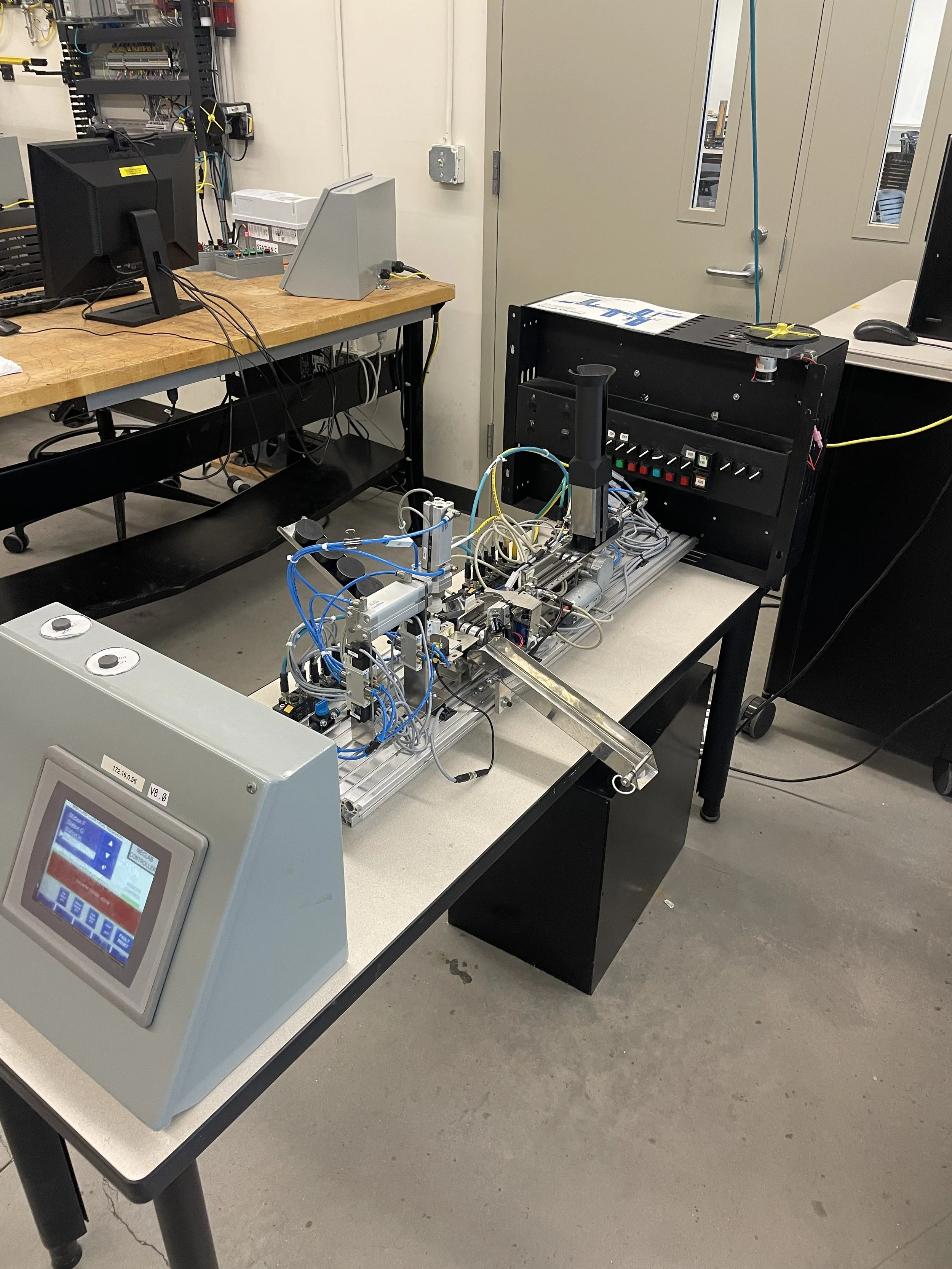
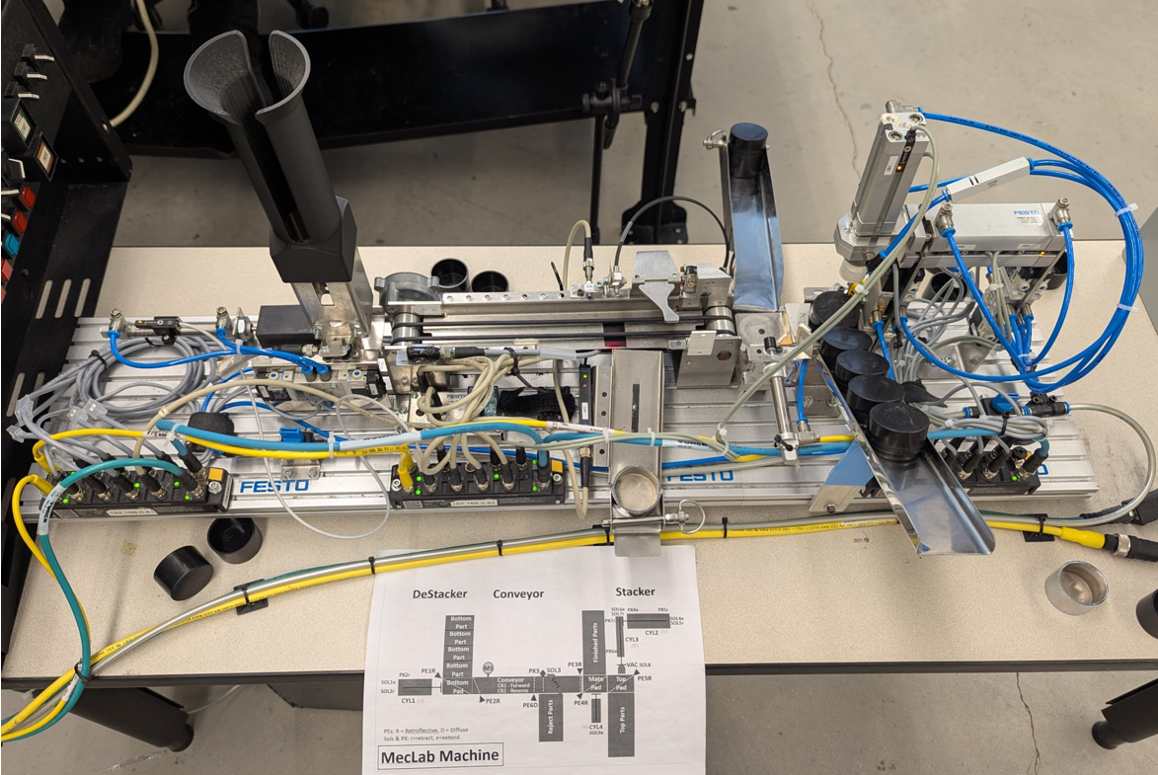
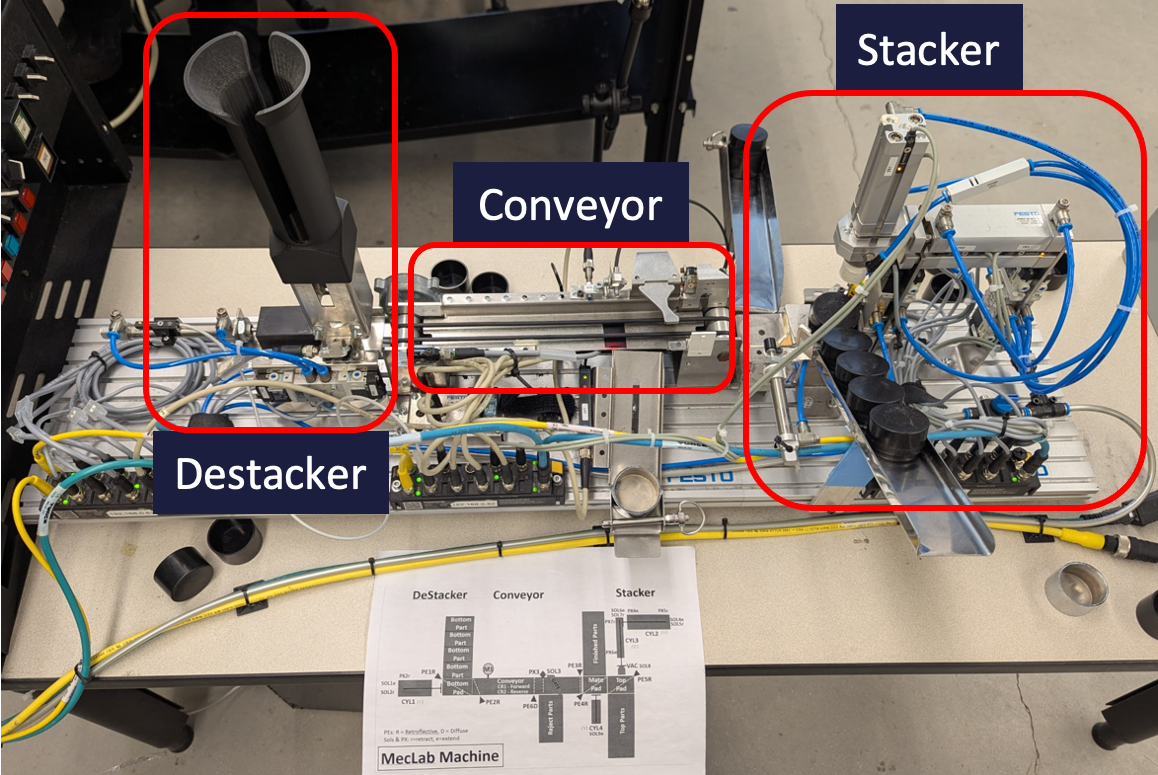
System Overview
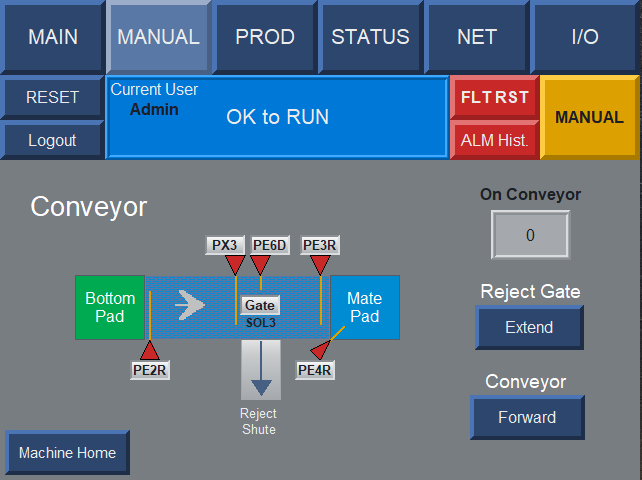
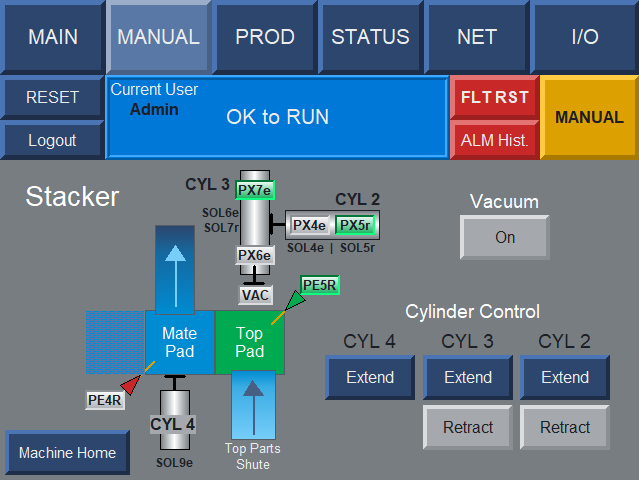
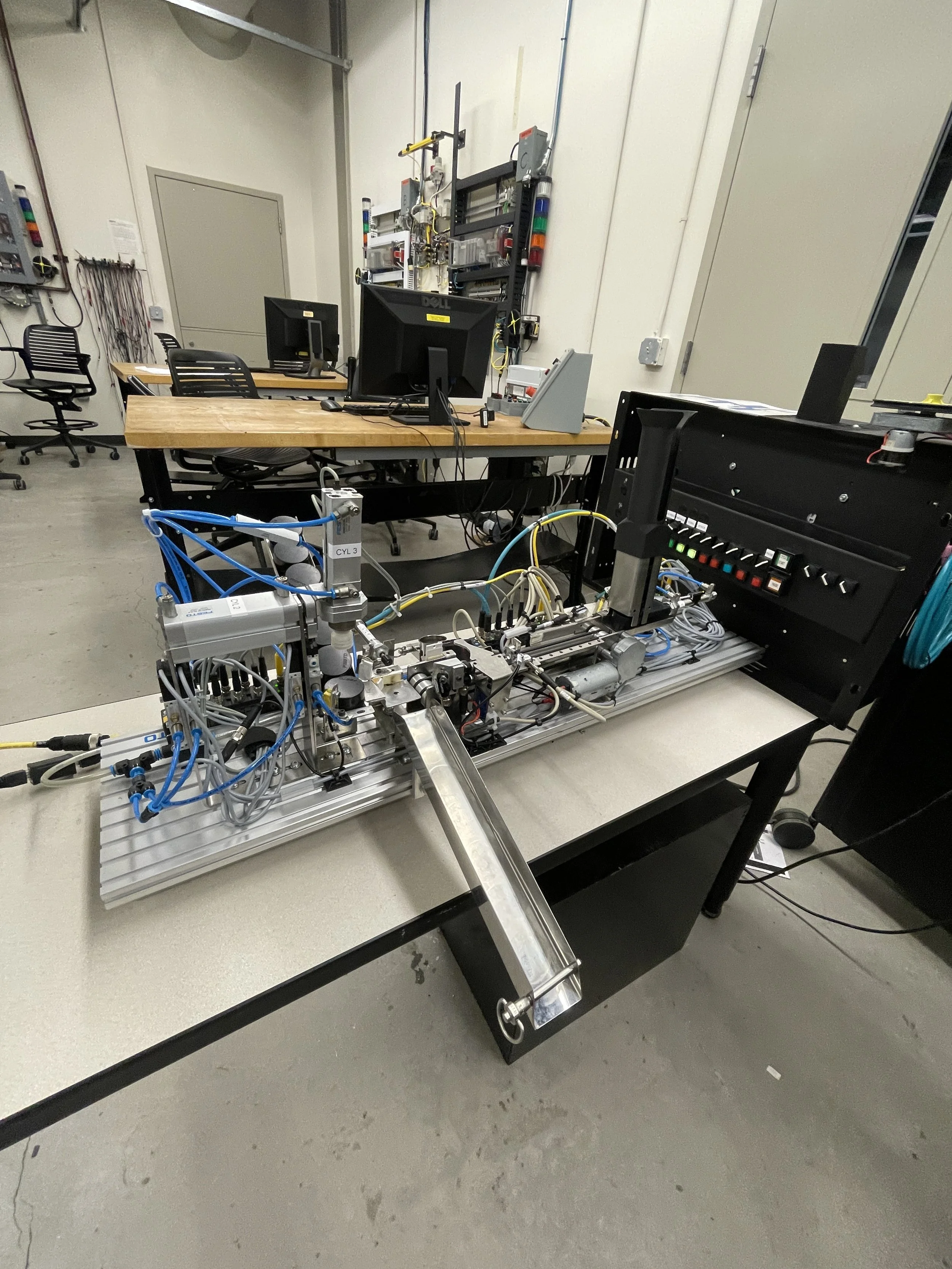
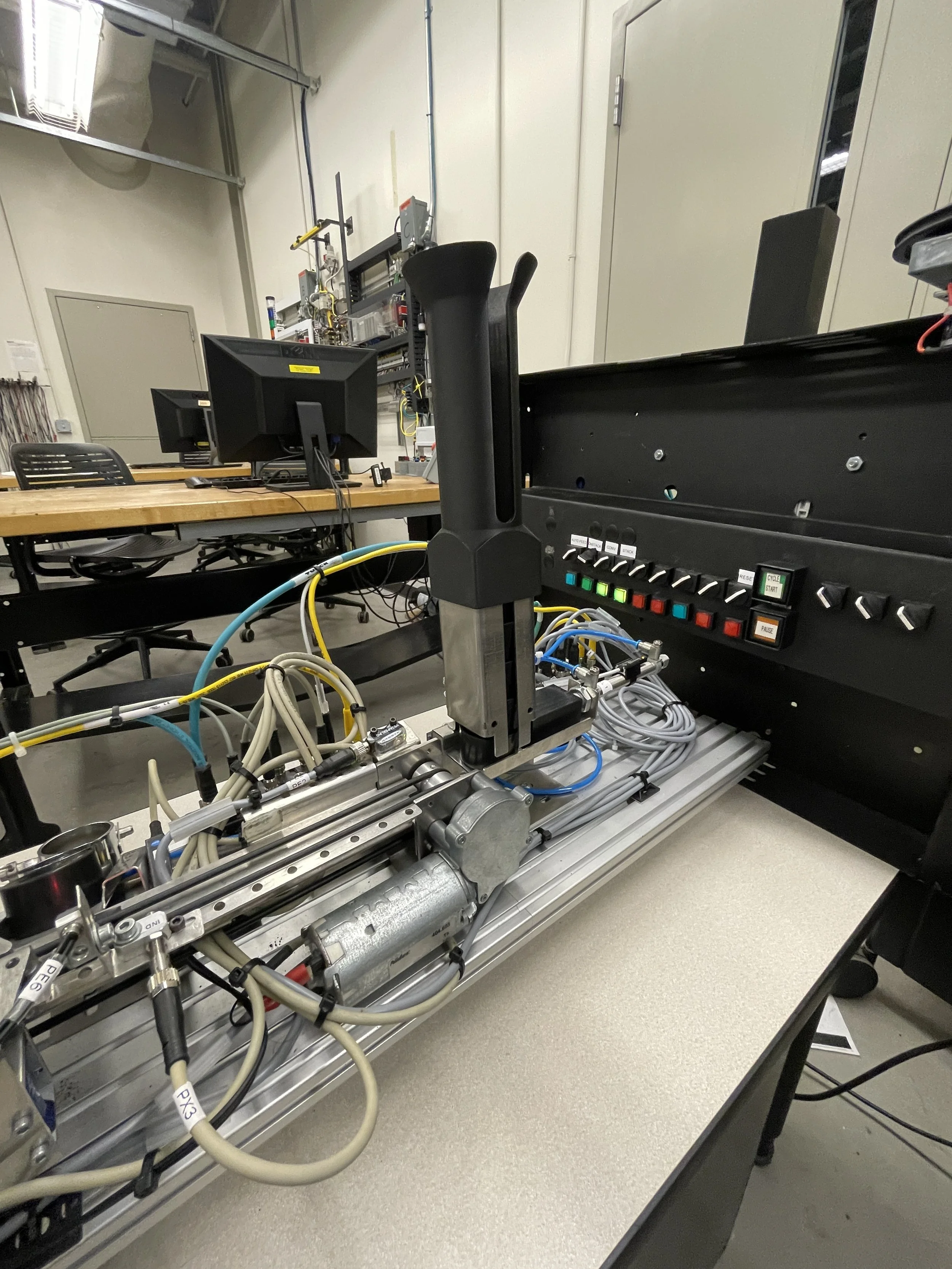
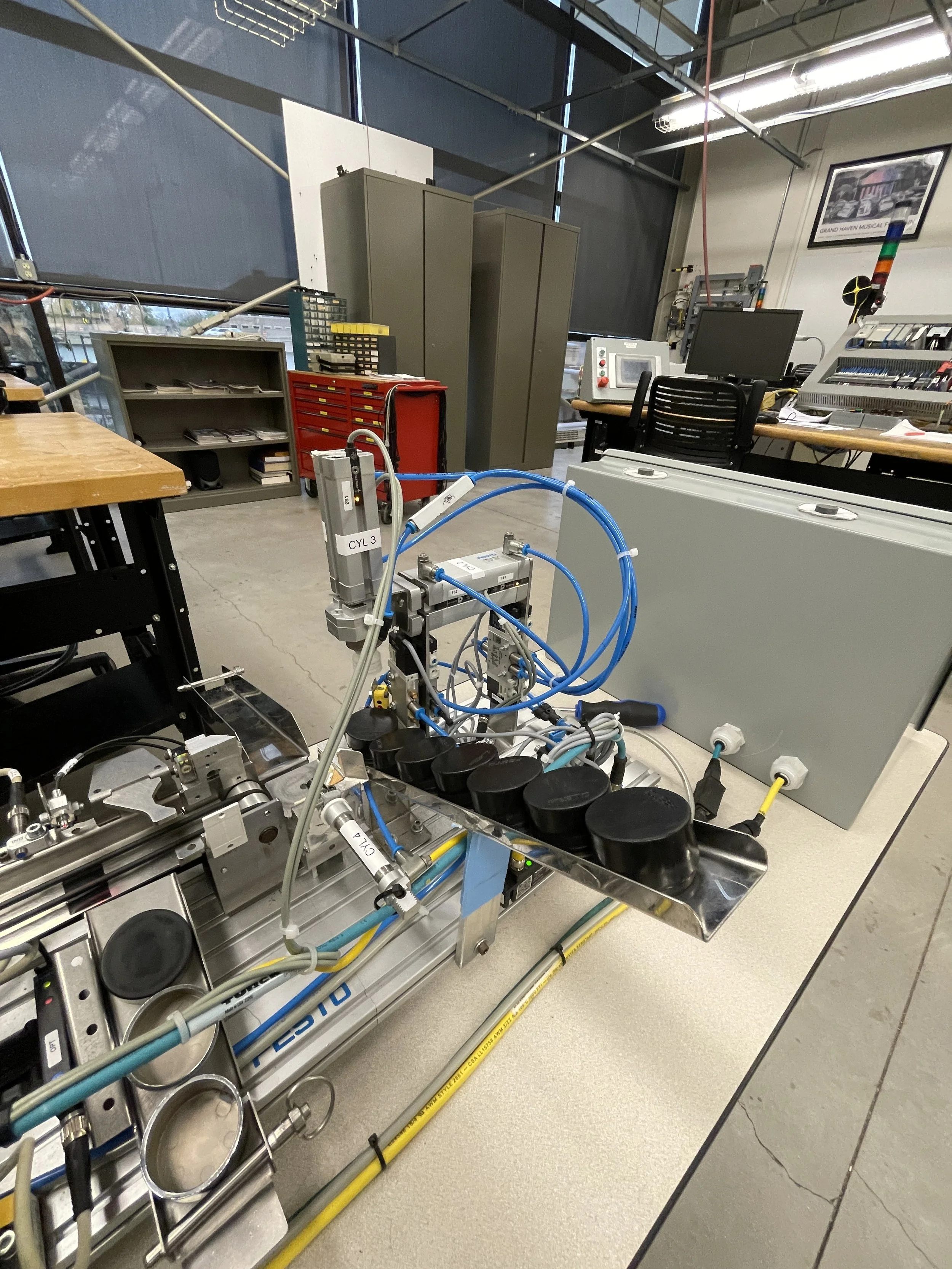
This project involved developing a PLC-controlled automated assembly cell using a MecLab workstation. The system coordinates a DeStacker, Conveyor, and Stacker station to transport and assemble two-part cylindrical components into a completed assembly. Each part consists of a top and bottom section, which are aligned and joined to form a hollow cylinder during the process.
The system uses a combination of pneumatic actuators and sensors, including proximity switches, photoeyes, and inductive sensing, to track part presence, orientation, and material type throughout the process. Parts that are inverted or identified as incorrect material are automatically rejected via an eject mechanism, while valid parts are conveyed to the assembly station for completion.
The control system supports manual operation as well as automatic production, including both single-cycle and continuous feed modes. A custom HMI provides real-time system visibility, operator control, and access to diagnostics, enabling reliable and repeatable operation across all stages of the process.
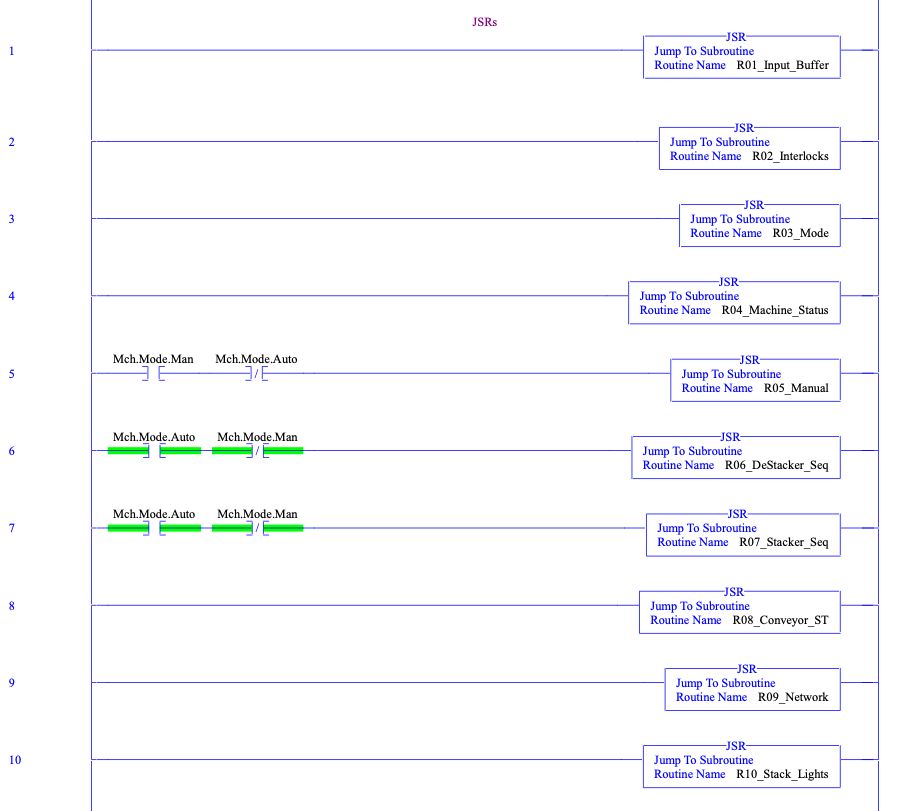
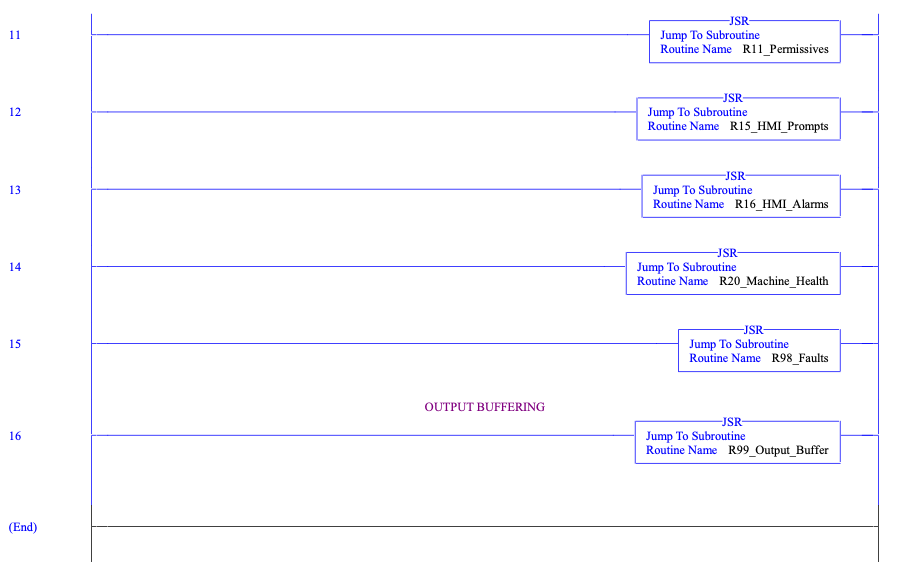
PLC Logic & Control Architecture
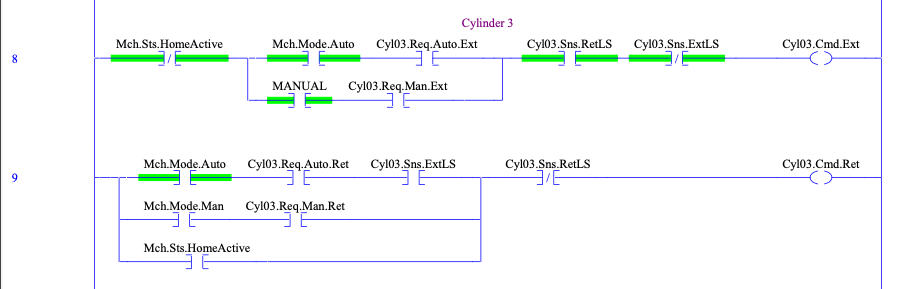
The control system was implemented in ladder logic using Studio 5000 and structured into modular routines to separate sequence control, interlocks, and output handling. This approach improved readability, simplified debugging, and allowed the system to scale as complexity increased.
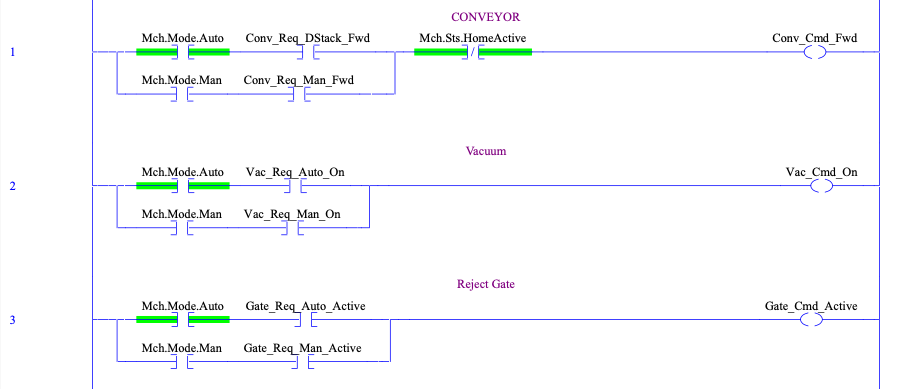
Physical outputs were controlled through a structured command flow rather than being directly energized within sequence logic. Sequence routines generated request bits for desired actions, which were then validated by interlocks before being mapped to output commands. These command bits were ultimately linked to the physical outputs through a dedicated output routine. This separation ensured that all actuator behavior was condition-checked, prevented conflicting commands, and made system behavior easier to trace and maintain.
Sequence control was organized using step-based logic, with clearly defined states and transitions for each subsystem. Interlocks were implemented to enforce safe operation and ensure that actions only occurred when all required conditions were met.
The overall architecture emphasized deterministic behavior, modular design, and maintainability, allowing the system to operate reliably across both manual and automatic modes.

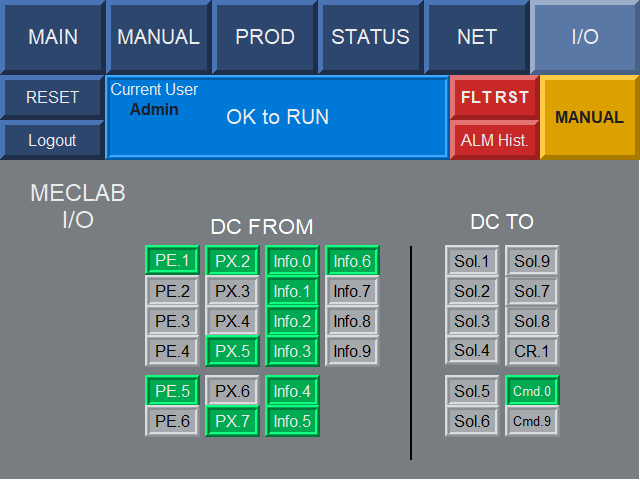
System Integration & Communication
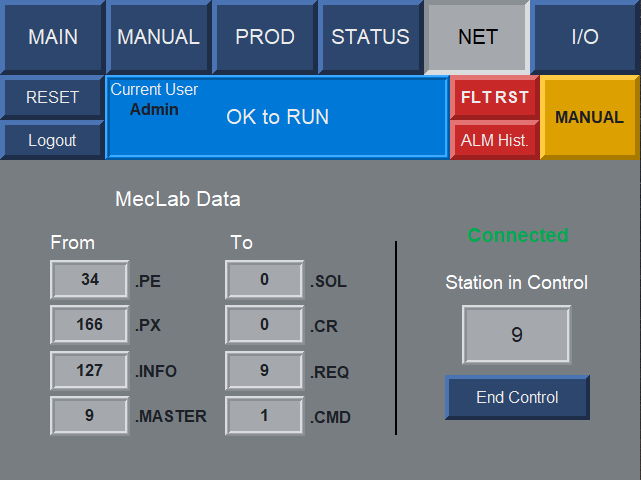
The assembly cell was controlled using a networked approach, where a local PLC interfaced with the MecLab system over Ethernet using produced and consumed tags. The remote controller was added as a module, and input/output data were exchanged through matching tag structures, allowing the local program to monitor system state and command machine behavior.
Control of the MecLab station was coordinated through a request-based mechanism. The local station issued a control request over the network, which was either accepted or held in a pending state depending on system availability. Once control was granted, the local PLC and HMI were able to operate the remote system; control could also be released through the interface when no longer needed.
Network infrastructure and remote controller configuration were pre-established; implementation focused on correct tag mapping, consistent naming, and reliable interaction with the system within a shared lab environment.

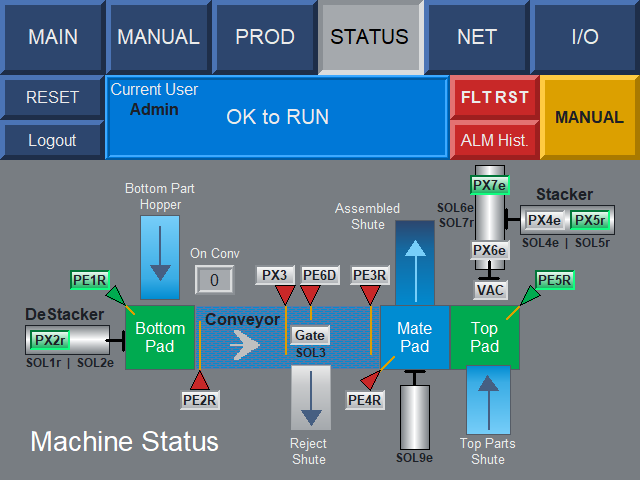
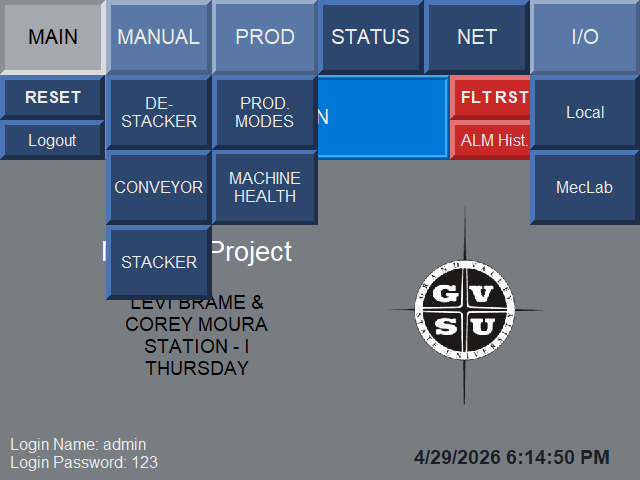
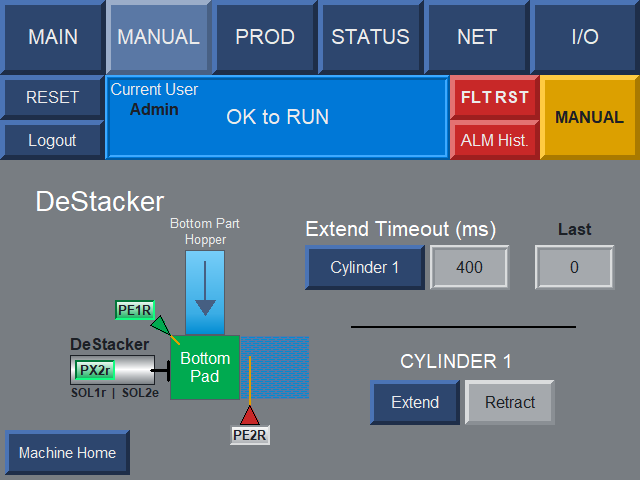
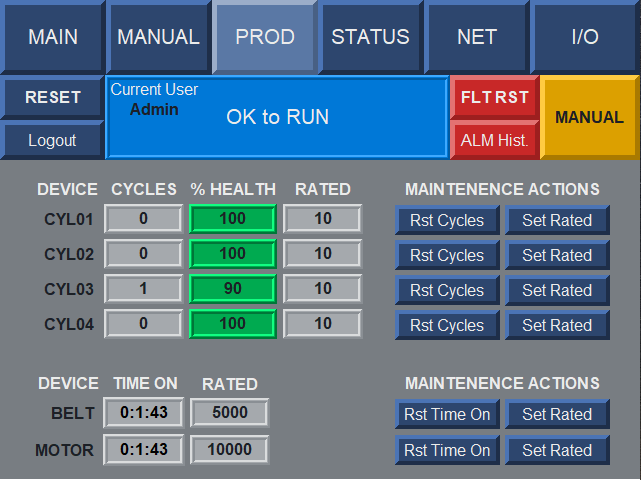
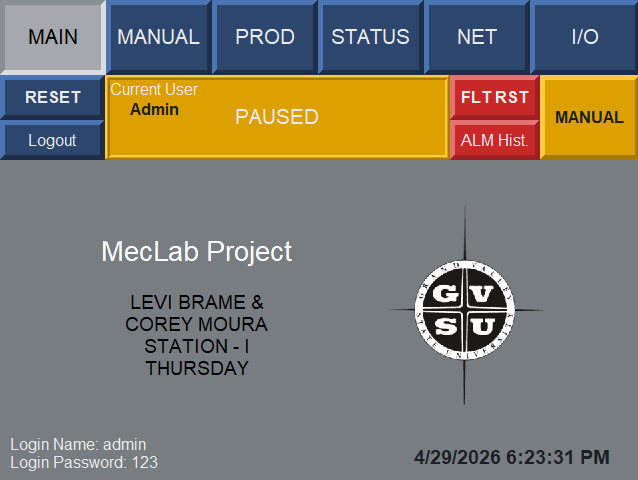
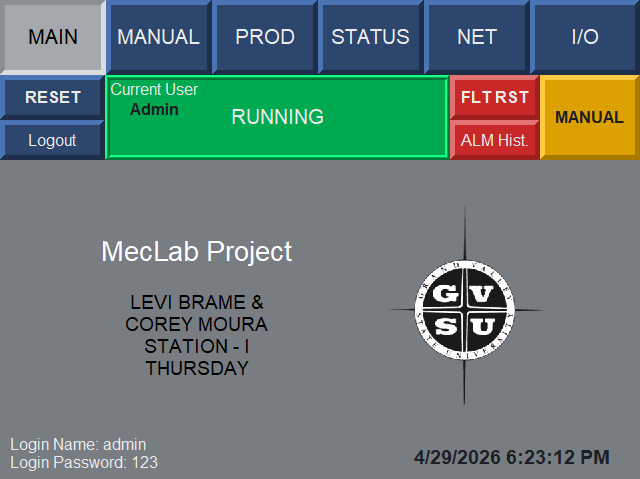
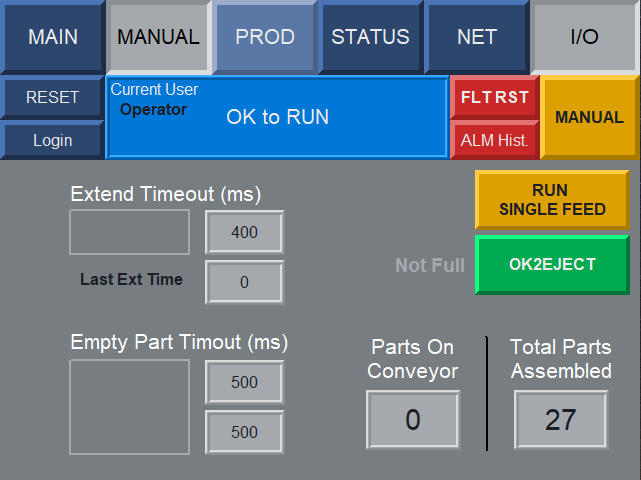
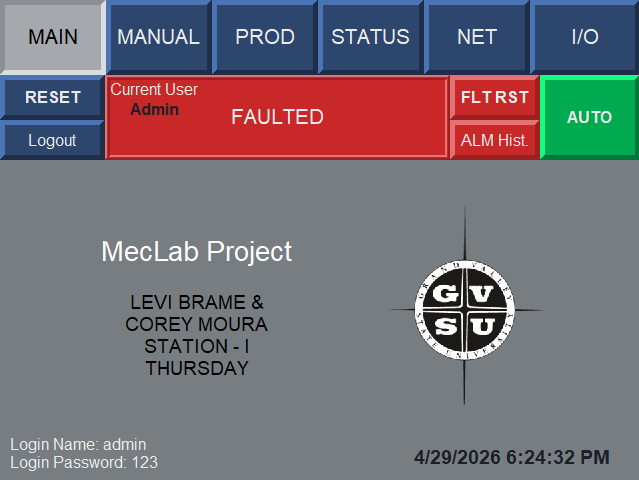
HMI Design & Interface
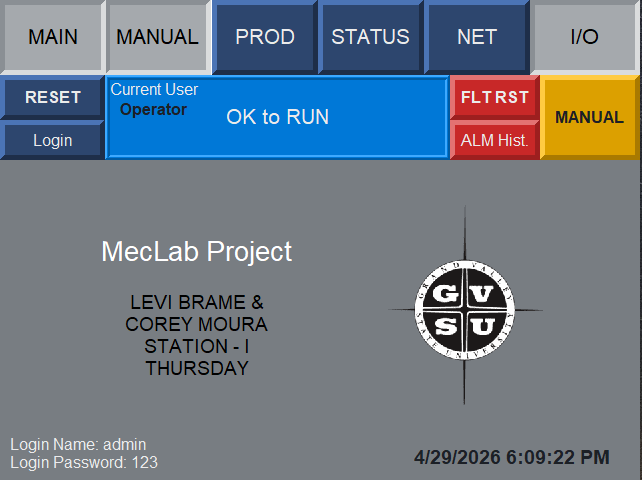
The HMI was developed using FactoryTalk View Studio ME and designed to provide clear system visibility, intuitive navigation, and direct operator interaction. The interface was structured around functional screens, separating production, manual control, diagnostics, and maintenance to reduce complexity and improve usability.
Real-time system feedback was integrated throughout the interface, including machine status and fault conditions. This allowed operators to quickly understand system behavior and respond to issues without needing to reference the PLC logic.
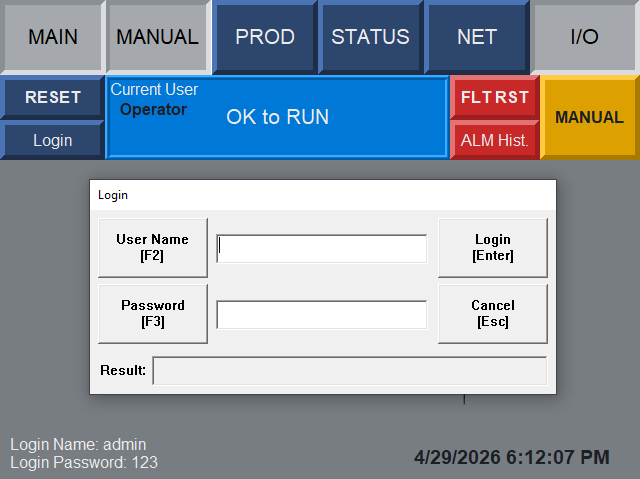
User access control was implemented to restrict advanced functionality, ensuring that manual controls and maintenance features were only available to authorized users. Dedicated screens were created for diagnostics and maintenance, including cycle counts, runtime tracking, and system health indicators.
The overall design prioritized clarity, consistency, and responsiveness, resulting in an interface that supports both efficient operation and effective troubleshooting.
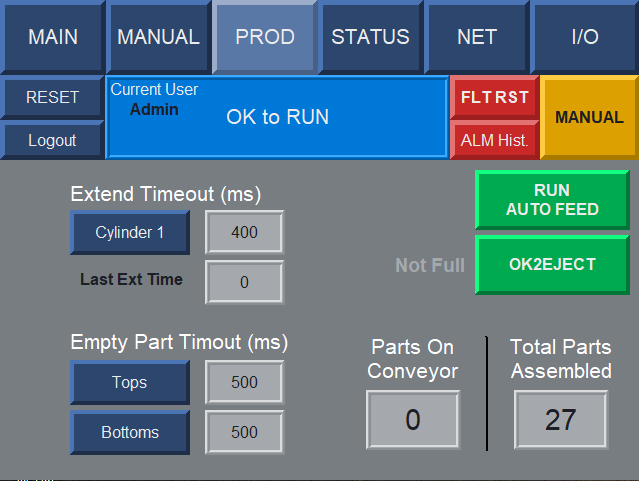
Sequence & Operation Modes
The system was controlled using step-based sequencing to coordinate the destacker, conveyor, and stacking stations. Each subsystem operated through defined states with controlled transitions, ensuring predictable and repeatable machine behavior. Handshake logic was used between stations to manage part flow and synchronize operations across the system.
Two primary operation modes were implemented: manual and automatic. Manual mode allowed direct control of individual actuators for testing, setup, and troubleshooting. Automatic mode executed the full sequence, coordinating all stations to process parts through the system.
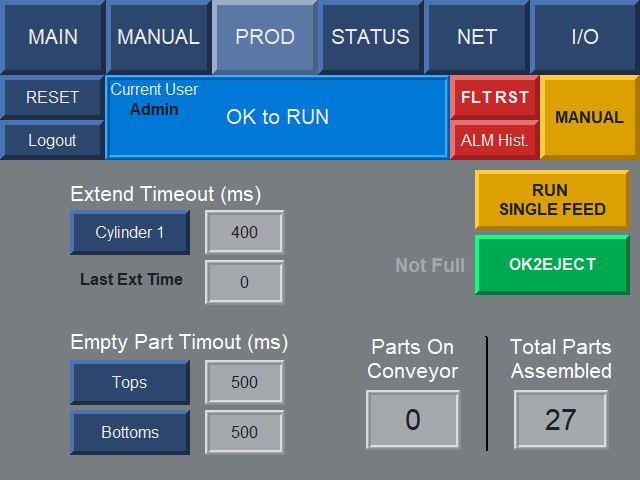
Within automatic operation, two production modes were supported. Single feed mode processed one part at a time, allowing controlled testing and validation of system behavior. Continuous (automatic) feed mode enabled ongoing part processing, allowing the system to operate as a continuous production cell.
This structure provided flexibility in operation while maintaining consistent sequencing and reliable interaction between subsystems.

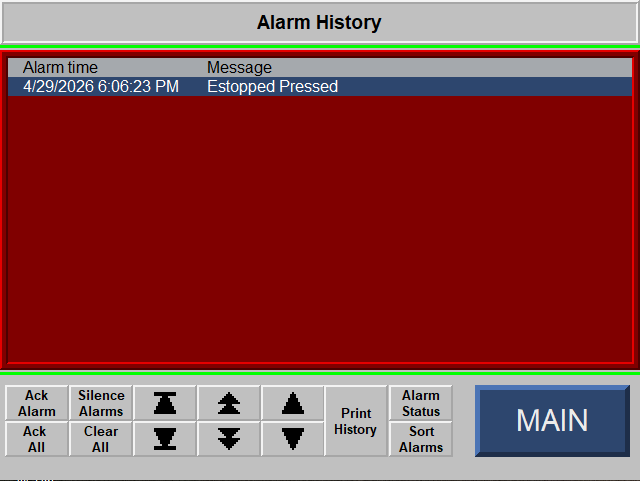
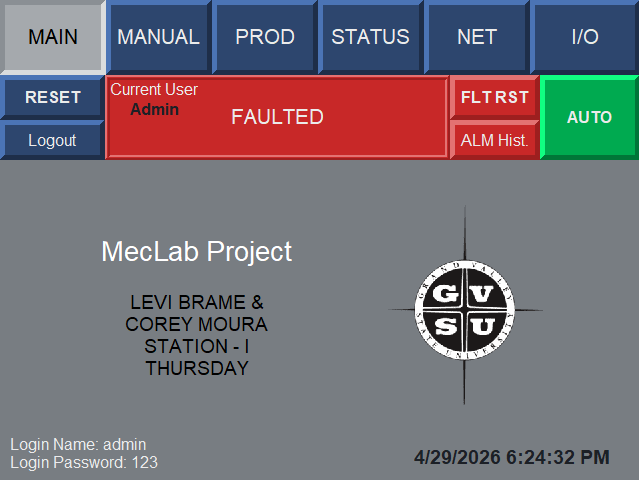
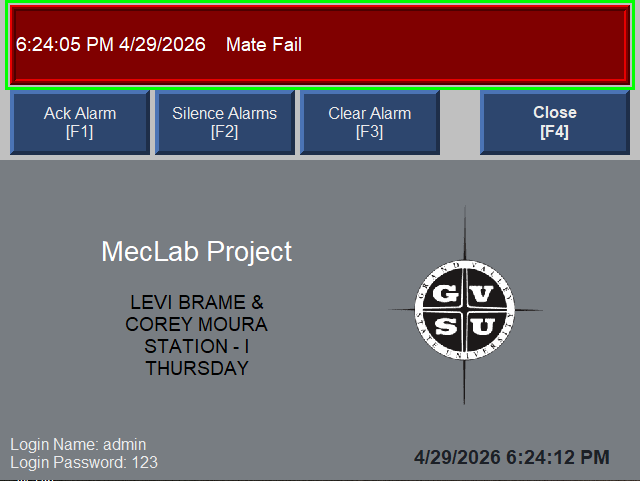
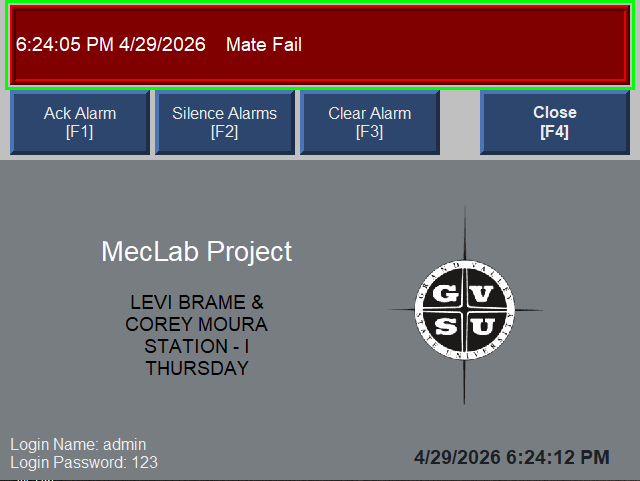
Fault Handling & Diagnostics
Fault handling was implemented to detect abnormal conditions and ensure safe system behavior during operation. When a fault condition was triggered, the system prevented further sequence progression and required operator intervention before resuming operation.
A structured reset process was used to ensure that faults could only be cleared when appropriate conditions were met. This prevented unintended restarts and ensured that the system returned to a known and safe state before continuing operation.
The system also supported controlled pausing, allowing operation to be halted without losing sequence context. This enabled operators to address issues or make adjustments while maintaining the integrity of the current process state.
Administrative access control was implemented to restrict fault-clearing functionality. General operators were limited to basic system interaction, while fault reset and advanced controls required authorized access through the HMI. This ensured that critical system actions were only performed by qualified users.
Diagnostic feedback was provided through the HMI, including system status and fault indication, allowing operators to quickly identify and respond to issues without needing to reference the PLC logic directly.
Results
The final system provided reliable and repeatable control of the automated assembly process, successfully coordinating part handling, validation, and assembly across all stations. During live demonstration, the system performed all required operations as expected, with stable sequencing and consistent behavior across both manual and automatic modes.
The implementation of structured control logic, including modular routines and a defined command flow, resulted in a system that was easy to follow, debug, and maintain. The use of controlled sequencing and interlocks ensured predictable operation and minimized unintended behavior during testing.
The HMI provided clear system visibility and intuitive operator interaction, enabling efficient control and troubleshooting without requiring direct access to the PLC logic. Its design and usability were recognized by instructors and peers as a standout aspect of the project.
Overall, the project demonstrates the ability to design and implement a complete control system, integrating PLC logic, operator interface design, and fault handling into a cohesive and functional solution.
Videos
Watch on YouTube
Part Rejection
Auto Feed Mode
Single Feed Mode